



问题原因:
模切起毛
在模切时,经常会出现模切产品切边不光洁、起毛溢胶的现象,特别是离压痕线较近的一些切边处
情况更为严重。这是由于在模切合压时,模切版上的胶条、压痕钢线对纸张产生了拉力,纸张在未被完全切穿时就被产生的拉和拉断,出现了毛边。
溢胶
残胶---溢胶在模切的产品中是我们经常遇到此问题;
状况:模切后切口边缘不平滑,有不规则胶状物.
1.模切深度未将胶面完全切穿,致废料以撕扯方式完成脱取.
2.模切过深;刀刃在切下时将胶切入台纸.此现象在不做转写时无法发现.
3.刃部角度过大(刃部磨损) 或过小;因胶带均有伸缩性,所以切入宽度越大,则刀刃受胶带挤压越大,经久模切后 有胶粘在刃部,再次模切时刃部胶与材料胶相互作用以致, 若角度过小,则在模切开后在易伸缩的特性和改变 平直状态的前提下,容易再次粘结.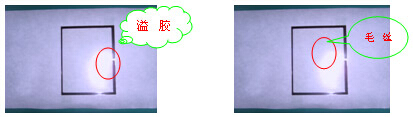
解决方法:
一、要根据纸张选用不同类型的模切刀。模切刀包括直纹刀和横纹刀,两种纹路的刀锋又有
高矮之分,刀锋形成的纹路和高矮不同,直接关系到模切质量和模切刀的使用寿命。在避免模切起毛方面,直纹刀比横纹刀好;在使用寿命方面,矮锋刀比高锋刀好。在模切覆膜卡纸时,应选用直纹高锋刀,且要求刀锋是磨制的,最好不要采用压凹凸一次成型工艺,否则压力太大会对模切产生很大影响;而在加工普通卡纸时宜选用矮锋刀,并根据纸张纤维的质量来确定刀锋的纹路。
二、还可以在离压痕钢线较近的模切刀处贴 60°的拱形胶条,减小模切合压时此处的压痕钢线对纸张产生的拉力。如模切定量为 300g/m2 的纸张时通常选用 0.4mm×1.3mm、23.4mm 高的压痕钢线,如遇此故障则可以改用 0.4mm×1.2mm、23.3mm 高的尖头压痕钢线,这样一来,减小了模切合压时对纸张的拉力,模切起毛问题基本可以得到解决。